





自攻螺钉的拧紧策略
自攻螺钉拧紧在非金属件装配场合较为常见,其拧紧特性是在旋入过程中(螺钉还未到达贴合面),就会出现较大扭矩,而这个扭矩值有可能比最终扭矩值还要大。
如果用户仅仅使用拧紧到最终扭矩值的策略,很容易会出现螺钉还未到达贴合面,工具就停止工作的情况。由此会导致夹紧力不足,从而影响产品质量。
自攻螺钉拧紧出现问题的常见原因:
拧紧策略不适用。如果仅仅采用拧紧到目标扭矩值的策略,且只用扭矩上下限来判断拧紧结果状态,易造成螺钉还未到达贴合面便已经拧紧“合格”的情况
自攻螺钉拧紧具有高度的复杂性,攻螺纹阶段的拧紧特性难以预估,尤其是当螺纹加工以及螺钉本身一致性不好的情况
工人拿错螺钉
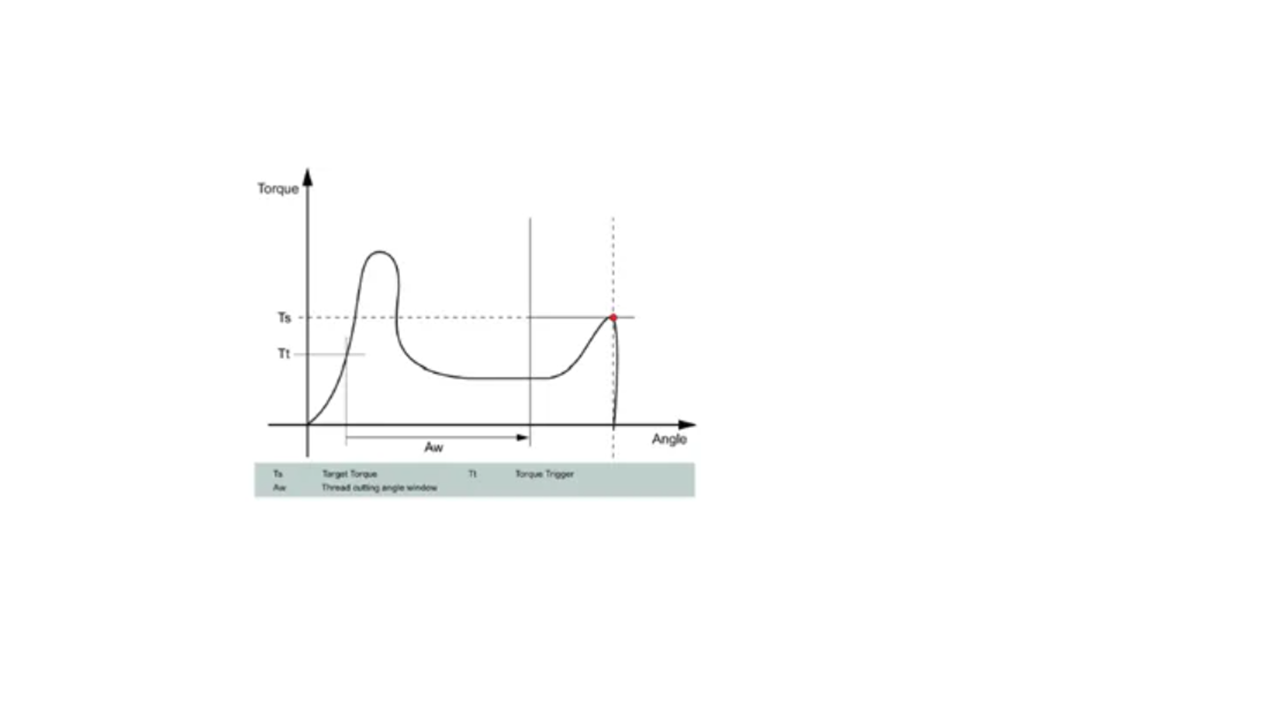
Thread Cutting to Torque 拧紧策略
设置策略起点Trigger Torque (Tt)、攻螺纹阶段区间Thread Cutting Angle (Aw)以及目标扭矩值Target Torque (Ts)
工具会持续正转至攻螺纹阶段区间,期间出现扭矩值大于等于目标扭矩值的情况都不会使得工具停止
当工具转过攻螺纹阶段区间之后,工具继续拧紧至目标扭矩值Ts
在实施该策略之前,需要采集多条拧紧曲线,通过曲线的性质和规律,从而确定该策略的控制参数,例如策略起点以及攻螺纹阶段区间等等。
在攻螺纹期间,可能会出现滑牙的情况,请参照 拧紧小技巧7 – 螺纹错牙问题检测中的滑牙问题监控的内容,可以在Thread Cutting to Torque拧紧策略中添加 Cross Thread 监控策略来及时发现滑牙问题
